Поставщик Китая по тиглям и формам: инновации и экологичность?
2026-02-26
Когда слышишь про китайских поставщиков графитовых тиглей и форм, первое, что приходит в голову — масса, цена, и сомнения в стабильности. Многие до сих пор уверены, что Китай — это только про дешёвое ?железо? и копии. Но за последние лет семь-восемь картина изменилась кардинально, особенно если копнуть в сегмент специальных, сложных изделий, вроде изостатических пресс-форм или крупногабаритных тиглей для монокристаллического кремния. Тут уже не про цену, а про технологию и, как ни странно, про экологичность процессов. Но об этом чуть позже.
От сырья к сложному изделию: где реальный прорыв?
Начну с основы — сырья. Китай обладает огромными запасами качественного чешуйчатого графита, это факт. Но проблема всегда была в его глубокой переработке. Раньше многие местные фабрики просто прессовали порошок, получая хрупкие и неоднородные заготовки. Сейчас же, у ряда производителей, я лично видел, внедрены многоступенчатые циклы очистки и грануляции. Это не просто слова в каталоге. Например, для получения высокоплотного графита под тигли для выплавки редкоземельных металлов используется изостатическое прессование при очень специфических параметрах. Не каждый в Европе готов так заморачиваться из-за стоимости энергоресурсов.
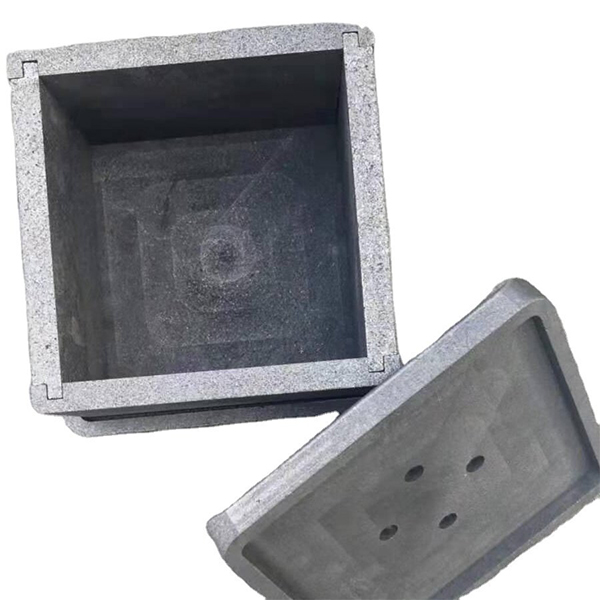
А вот с инновациями интересная история. Часто под инновациями понимают что-то космическое. На деле же, для потребителя важнее прикладные вещи. Один из самых заметных сдвигов — это компьютерное моделирование тепловых потоков в стенке тигля перед его изготовлением. Раньше конструкция часто копировалась ?как у всех?, что вело к локальным перегревам и растрескиванию. Сейчас же, на фабриках уровня того же ?ООО Циндао Фулит Графит?, проектирование начинается с CFD-анализа. Это позволяет оптимизировать толщину стенки, снизить общую массу (и, соответственно, тепловую инерцию), но при этом повысить стойкость к термоудару. Для клиента это прямая экономия на электроэнергии и увеличение межремонтного пробега печи.
Но и тут есть подводные камни. Внедрение таких технологий — процесс неравномерный. Крупные, ориентированные на экспорт предприятия, вроде упомянутого ООО Циндао Фулит Графит, действительно вкладываются в оборудование и софт. Их сайт — это не просто визитка, там часто можно найти технические заметки, что уже говорит о подходе. Однако на рынке по-прежнему масса мелких цехов, которые работают по старинке. Их продукция дешевле на 30-40%, но и разброс параметров от партии к партии может быть критичным. Выбор поставщика превращается не в поиск самого дешёвого, а в поиск самого стабильного.
Экологичность: маркетинг или реальный драйвер изменений?
Слово ?экологичность? в контексте тяжёлой промышленности часто вызывает скептическую улыбку. Особенно когда речь о графитовом производстве, связанном с пылью, высокими температурами и химической обработкой. И здесь китайские производители оказались под двойным давлением: ужесточающегося внутреннего законодательства и требований западных заказчиков, для которых ESG — не пустой звук.
Что изменилось на практике? Во-первых, системы рециркуляции. Раньше графитовая пыль от механической обработки просто улавливалась и часто вывозилась на полигоны. Сейчас её активно прессуют во вторичные брикеты для использования в менее ответственных применениях — например, в качестве добавки в огнеупоры. Это не высокие технологии, но это реальное снижение отходов. Во-вторых, и это важнее, — модернизация печей графитации. Старые печи ?Ачесона? — чудовищные пожиратели энергии. Новые конструкции с улучшенной теплоизоляцией и системами рекуперации тепла для подогрева воздуха или воды на тех же площадках позволяют снизить удельный расход энергии на 15-20%. Для предприятия, основанного в 2014 году, как Фулит Графит, внедрять такие решения с нуля проще, чем старым гигантам с изношенными фондами.
Но есть и обратная сторона. Всё это стоит денег, которые закладываются в конечную цену. Когда ты объясняешь клиенту, почему твой графитовый тигель на 10% дороже, рассказ про ?зелёные? технологии и снижение углеродного следа работает только с определённой категорией заказчиков. Для большинства же решающим остаётся ТТХ и срок службы. Поэтому экологичность сегодня — это скорее обязательный фоновый критерий, ?допуск к игре?, а не ключевой аргумент для продаж. Хотя тенденция явно усиливается.
Провалы и уроки: что не пишут в брошюрах
Без неудач в этом бизнесе не бывает. Один из самых показательных кейсов из моей практики — попытка внедрить сверхкрупный тигель для нового заказчика. Параметры были на пределе возможностей: диаметр под 900 мм, требования к минимальной пористости и максимальной теплопроводности. Китайский партнёр (не буду называть) был уверен в силах. Изделие сделали, отгрузили. А на первых же промышленных испытаниях пошла трещина по радиусу — не выдержала циклическая нагрузка при резком охлаждении.
Разбор полётов показал классическую ошибку: недостаточный отжиг после графитации для снятия внутренних напряжений в такой массивной заготовке. Производитель сэкономил на времени цикла, решив, что для его печи стандартного режима хватит. Это был дорогой урок для всех. Сейчас при заказе нестандартных форм для изостатического прессования или крупногабаритных тиглей мы всегда закладываем дополнительное время и бюджет на пробный цикл с полным разрушающим контролем образцов-свидетелей из той же партии. Доверяй, но проверяй — это правило здесь работает на все 100%.
Ещё один частый камень преткновения — логистика. Графит хрупок. Идеально упакованный на фабрике тигель может получить скрытые повреждения при многократной перегрузке в портах. Пришлось совместно с поставщиками разрабатывать жёсткие многослойные коконы из фанеры, пенопласта и стяжных ремней, которые учитывают точки напряжения. Это тоже часть реальной работы, о которой не прочитаешь в глянцевых журналах.
Будущее: кастомизация вместо массовости
Рынок тиглей и форм движется в сторону дальнейшей специализации. Уже мало просто предложить тигель ?для плавки металла?. Нужно понимать, для какого именно металла, в какой среде (вакуум, инертная газовая), с каким типом нагрева (индукционный, резистивный). От этого зависит выбор марки графита, пропитки, даже рисунок машинной обработки внутренней поверхности.
Передовые китайские поставщики это уловили. Их сила теперь не в гигантских конвейерах, а в гибкости. Могут ли они сделать партию из 5 штук нестандартных форм с уникальным профилем? Да, и быстрее, чем многие европейские конкуренты, у которых минимальная партия часто начинается от 20 штук. Это достигается за счёт современного парка ЧПУ-станков с большим рабочим полем и программным обеспечением, которое легко перестраивается под новую 3D-модель.
Именно в этой кастомизации, на мой взгляд, и кроется главная инновация последних лет. Это переход от продажи изделия к продаже инженерного решения. Клиент приходит не за куском графита, а за гарантией того, что этот кусок графита проработает в его печи определённое количество циклов без сюрпризов. И чтобы обеспечить эту гарантию, поставщик должен глубоко погружаться в технологию клиента. Видно, что компании, которые выросли за последнее десятилетие, как раз по этому пути и идут.
Вместо заключения: на что смотреть при выборе?
Так что же в итоге? Китай как поставщик перестал быть просто источником дешёвых запчастей. В сегменте высококачественных графитовых изделий он предлагает сложный коктейль из доступной сырьевой базы, быстро внедряемых технологий и растущего внимания к экологическим аспектам производства. Но риски остаются.
Выбирая партнёра, я бы сейчас смотрел не на красивые картинки в каталоге, а на три вещи. Во-первых, открытость: готовы ли они предоставить отчёт по контролю качества на конкретную партию, показать сертификаты на сырьё. Во-вторых, экспертиза: задайте им сложный технический вопрос по поведению графита в вашей конкретной среде — по ответу будет всё понятно. В-третьих, репутация: ищите отзывы, но не на самом сайте поставщика, а на отраслевых форумах, спросите коллег.
Такие предприятия, как ООО Циндао Фулит Графит, с их заявленной специализацией на переработке и производстве, как раз попадают в фокус. Их относительно молодой возраст (основаны в 2014-м) означает, что они изначально строились под современные стандарты, а не перестраивались под них. Но, повторюсь, это не гарантия. Гарантию даёт только тщательная проверка и, в идеале, пробная партия. В этом бизнесе по-другому нельзя — слишком дорого стоят ошибки, и не только в денежном выражении.