Китай — лидер по тиглям и формам?
2026-02-14
- Откуда растут ноги у этого ?лидерства?
- Графит — это ещё не всё: значение связующих и пропиток
- Практический кейс: сотрудничество с ООО ?Циндао Фулит Графит?
- Оборудование и культура производства: что видно ?изнутри?
- Где могут быть ?подводные камни?: логистика, стандарты, коммуникация
- Так лидер или нет? Вместо заключения
Вот вопрос, который часто всплывает в разговорах на выставках или в переписке с заказчиками из СНГ. Многие сразу представляют себе гигантские заводы и конвейеры, штампующие всё подряд. Но лидерство — это не только про объёмы. Это про то, какие задачи ты можешь решать, и насколько твои решения оказываются жизнеспособными в реальных, а не лабораторных условиях. Попробую разложить по полочкам, исходя из того, что видел и с чем работал.
Откуда растут ноги у этого ?лидерства?
Начнём с базы. Ключевой материал для тиглей и форм — это, конечно, графит. И здесь Китай обладает серьёзным преимуществом: доступ к собственным месторождениям качественного графита и развитая цепочка его переработки. Это не просто добыча, это умение калибровать материал под разные нужды — от изостатического прессования до экструзии. Без этого всё остальное было бы невозможно.
Однако, распространённое заблуждение — считать, что ?китайский? значит ?дешёвый и одноразовый?. Лет десять назад, может, так и было. Сейчас же речь идёт о глубокой специализации. Одни производители заточены под массовый выпуск стандартных тиглей для литья цветных металлов, другие — под штучные, сложные формы для выращивания монокристаллов. И вот эта градация часто упускается из виду при запросе ?хочу тигель из Китая?.
Лично сталкивался с ситуацией, когда заказчик присылал чертёж ?как у немецкого образца?, но не учитывал нюансы теплового расширения под свою конкретную шихту. В итоге первая же партия тиглей пошла трещинами. Производитель был хороший, но диалог изначально строился на ?сделайте такое же?, а не на ?помогите решить такую задачу?. Это к вопросу о лидерстве — оно должно подразумевать и экспертизу, а не только производственные мощности.
Графит — это ещё не всё: значение связующих и пропиток
Если говорить о формах для непрерывного литья или тиглях для активных сред, то качество графита — это лишь половина дела. Вторая половина — связующие вещества и последующая пропитка. Вот здесь китайские технологи, особенно на передовых предприятиях, сделали огромный скачок. Речь идёт о применении специфических смол и пеков, которые обеспечивают нужную плотность и устойчивость к окислению.
Помню, мы как-то тестировали партию графитовых форм от нового поставщика. Геометрия идеальная, поверхность обработана чисто. Но в работе под цикличным нагревом они начали ?пылить? — появилась мелкая графитовая пыль. Оказалось, проблема в режиме графитизации и финальной пропитке. Поставщик, к его credit, не стал спорить, а прислал инженера. Вместе на месте скорректировали техпроцесс под наши температуры. Следующая партия отслужила свой срок полностью. Этот случай для меня показательнее любых сертификатов.
Кстати, о пропитках. Для работы с расплавами редкоземельных металлов или в вакуумных печах часто требуется специальная барьерная пропитка. Не все производители это делают ?из коробки?, многие предлагают как опцию. И вот здесь важно понимать: экономия на этой опции почти всегда выходит боком. Универсальных решений не бывает.
Практический кейс: сотрудничество с ООО ?Циндао Фулит Графит?
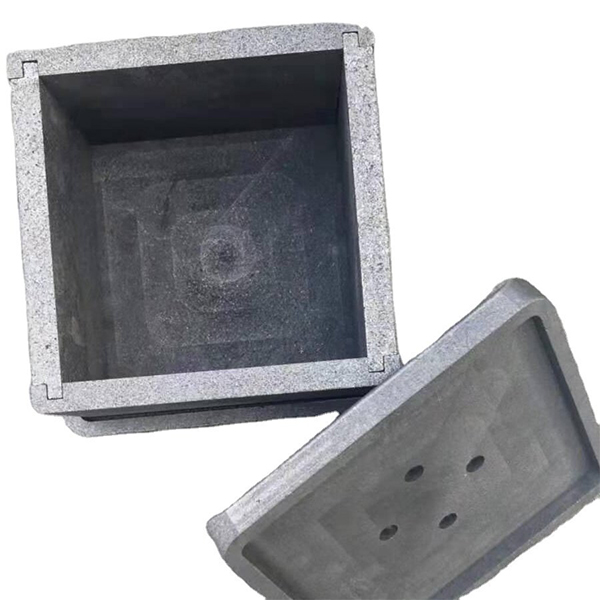
В контексте разговора о специализированных производителях стоит упомянуть конкретные имена. Одно из предприятий, с которым приходилось иметь дело — это ООО ?Циндао Фулит Графит?. Компания основана в 2014 году и позиционирует себя как производитель и переработчик графита и графитовых изделий. Что важно, они не пытаются охватить всё, а фокусируются на определённых сегментах, в частности, на прессованных и обработанных деталях сложной формы.
Работали с ними над графитовыми компонентами для термообработки. Задача была нестандартная — нужны были контейнеры с очень точной перфорацией и минимальным уровнем зольности. Стандартные каталоги им не подходили. По опыту скажу, что многие заводы на такой мелкосерийный, но сложный заказ либо заломили бы цену, либо отказались. В Фулит Графит пошли на диалог: прислали несколько вариантов марок своего графита для тестов, запросили детальные режимы эксплуатации.
Их сайт — frtgraphite.ru — довольно аскетичный, но там есть технические спецификации, что уже хорошо. В переговорах чувствовалось, что говорят с тобой инженеры, а не просто менеджеры по продажам. В итоге сделали пробную партию. Не без косяков — первые образцы имели небольшой разброс по плотности. Но проблему признали, переделали. Для меня такой подход — признак зрелости производства. Лидерство ведь не в том, чтобы не ошибаться, а в том, чтобы эти ошибки быстро находить и исправлять.
Оборудование и культура производства: что видно ?изнутри?
Был на нескольких производствах в провинции Шаньдун и Хэнань. Картина, конечно, разная. Есть цеха, где стоит новейшее японское или немецкое ЧПУ-оборудование для механической обработки графита, системы контроля чистоты воздуха. А есть, где ещё много ручного труда. Но тенденция очевидна: инвестиции в оборудование идут постоянно. Особенно это касается прецизионных форм для литья и обработки кремния.
Один нюанс, который редко обсуждают: культура работы с пылью. Графитовая пыль — это ад. Она проводит ток, она проникает везде. На лучших заводах этому уделяют огромное внимание: системы аспирации, чистовые цеха с контролем влажности, спецодежда для рабочих. На других — с этим послабее. И это напрямую влияет на качество конечного изделия, потому что пыль, осевшая на заготовку перед высокотемпературной обработкой, может создать дефект.
Поэтому при выборе поставщика сейчас мало смотреть на готовые образцы. Хорошо бы понимать, в каких условиях они рождаются. Часто задаю вопрос: ?Как у вас организован процесс удаления пыли после механической обработки??. Ответ многое говорит о серьёзности подхода.
Где могут быть ?подводные камни?: логистика, стандарты, коммуникация
Предположим, с технологией и качеством у производителя всё в порядке. Но лидерство на мировом рынке проверяется не только в цеху. Логистика хрупких графитовых изделий — отдельная история. Неправильная упаковка — и получаешь груду щебня. Китайские поставщики здесь научились многому: используют жёсткие пенопластовые вкладыши с индивидуальными ячейками, многослойную картонную упаковку. Но всё равно каждый раз при приёмке первого заказа — как лотерея.
Ещё один момент — стандарты. Часто возникает недопонимание по поводу допусков. На чертеже стоит ±0.1 мм. В Китае иногда могут понять это как ?в пределах 0.1 мм?, а не ?плюс/минус 0.1 мм от номинала?. Казалось бы, мелочь. Но для пресс-формы это критично. Теперь всегда дублирую ключевые допуски в текстовом виде в спецификации и прошу подтвердить их понимание.
Коммуникация. Языковой барьер никуда не делся, но уровень технического английского у инженерного состава вырос заметно. А такие компании, как упомянутая ООО ?Циндао Фулит Графит?, часто имеют русскоязычных менеджеров или работают через локализованные сайты (как .ru), что для рынка СНГ огромный плюс. Это снижает риски ошибок в терминологии.
Так лидер или нет? Вместо заключения
Возвращаясь к заглавному вопросу. Если мерить объёмами и широтой ассортимента — безусловно, лидер. Практически для любой задачи, связанной с графитовыми тиглями и формами, можно найти исполнителя в Китае. Но если мерить готовностью решать нестандартные, комплексные проблемы, глубиной технологической экспертизы и consistent качеством — здесь картина пёстрая.
Лидерство переходит от тех, кто просто делает, к тем, кто может думать вместе с заказчиком и адаптировать свой продукт под его реальный процесс. Такие производители в Китае есть, и их становится больше. Они не всегда самые крупные, но они самые интересные с профессиональной точки зрения.
Поэтому мой ответ: да, Китай — лидер. Но этот лидер не монолитен. Это скорее мощная экосистема, в которой нужно уметь ориентироваться. И ключ к успеху — не искать самого дешёвого, а найти того, кто говорит с тобой на одном техническом языке, пусть даже через переводчика. Как это сделали, к примеру, в ООО ?Циндао Фулит Графит?, когда разбирались с нашей проблемой перфорации и зольности. Вот это и есть признак лидера в сегменте — готовность погрузиться в детали и нести ответственность за результат.